

یکی از مزایای پرینت سه بعدی، ساخته شدن هر قسمت در لایه های جداگانه است. به این معنا که جهت پرینت هر لایه، نازل به طور آزادانه می تواند به سمت هر قسمتی از بستر پرینت حرکت کند، همچنان که قطعه در زیر آن ساخته می شود. درحالی که این قابلیت سبب سرعت پرینت بسیار بالایی می شود ممکن است گاهی شاهد اثرگذاری نازل بر روی لایه ی زیرین پرینت شده باشید. این مشکل اغلب در آخرین و بالایی ترین لایه قابل مشاهده است. حرکت نازل به قسمت دیگری سبب تأثیرگذاری و تماس با پلاستیکی که پیش از آن پرینت شده می شود. در زیر به چندین دلیل احتمالی برای مشکل زدگی روی آخرین لایه ی پرینت سه بعدی پرداخته ایم و چند پیشنهاد برای حل آن نیز ارائه کرده ایم.
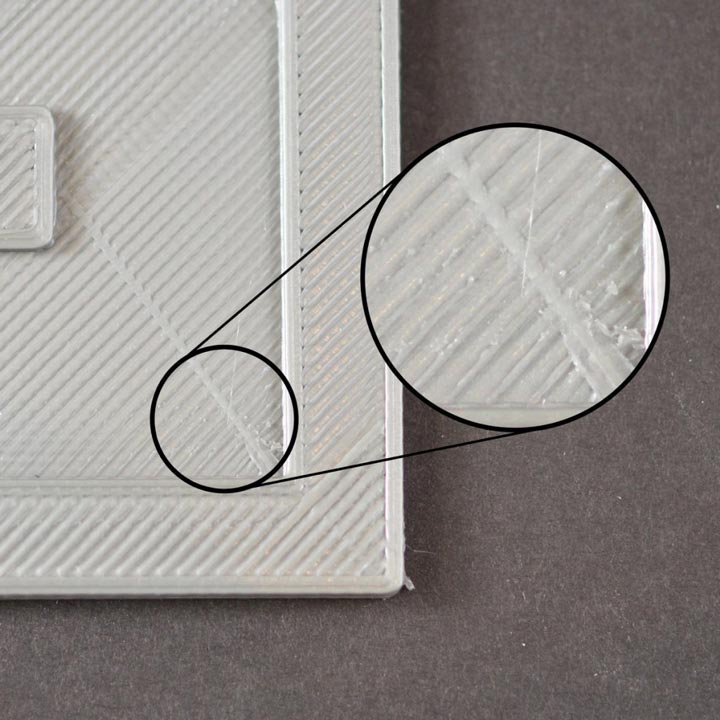
نگاره 1) مشکل زدگی روی آخرین لایه ی پرینت سه بعدی
راهکارهای رایج
اکسترود بیش از حد پلاستیک
یکی از اولین مسائلی که باید کنترل کنید؛ اطمینان حاصل کردن از عدم اکسترود بیش از حد پلاستیک است. در صورت اکسترود بیش از حد پلاستیک، هر لایه ضخامت بیش از حد انتظار پیدا می کند. بنابراین هنگامی که نازل به سمت قسمتی دیگر حرکت می کند ممکن است با بخشی از این پلاستیک اضافی روی سطح هر لایه تماس پیدا کند و آن را حرکت دهد. پیش از انجام هرگونه تنظیماتی، اکسترود کافی پلاستیک را کنترل کنید.
بالابر عمودی (Z-hop)
اگر مطمئن هستید که به میزان صحیحی پلاستیک اکسترود می کنید، اما همچنان با مشکل زدگی روی آخرین لایه ی پرینت سه بعدی رو به رو هستید؛ می توانید نگاهی به تنظیمات بالابر بیاندازید. این تنظیمات امکان بالارفتن نازل پیش از حرکت آن به قسمت دیگری را فراهم می کند. وقتی نازل به موقعیت بعدی اش برسد دوباره به سمت پایین می آید و آماده ی پرینت می شود. ارتفاع گرفتن نازل از سطح پرینت شده احتمال زدگی و یا خط انداختن روی پلاستیک را از بین خواهد برد. برای فعال سازی این تنظیمات می توانید از قسمت “Edit Process Settings” بخش Extruder tab را انتخاب کنید. مطمئن شوید گزینه ی Retraction فعال است؛ سپس در قسمت “Retraction Vertical Lift” میزانی که می خواهید نازل بالا برود را وارد کنید. برای مثال اگر میزان 0.5 را وارد کنید نازل در همه مواقع پیش از حرکت به سمت دیگری 0.5 میلی متر بالا می رود. قابل ذکر است که این تنظیمات فقط در مواقعی که نازل در حال انجام Retraction است؛ عمل می کند. اگر می خواهید Retraction برای تمامی حرکات پرینتر انجام شود؛ از بخش Advanced tabگزینه ی “Only retract when crossing open spaces” و “Minimum travel for retraction” را غیر فعال کنید.
اگر همچنان با مشکلات پرینت سه بعدی رو برو هستید، پیشنهاد می کنیم مقالات رفع مشکل پرینت سه بعدی دیگر فبلانو را مشاهده نمایید.
منبع: simplify3d.com