
تولید افزودنی امکان ایجاد ساختارهای پیچیده و دقیق را فراهم می کند و آزادی طراحی بی نظیری را به کاربران ارائه می دهد. بر اساس آخرین گزارش Hubs از سال 2023، فناوری چاپ FDM، که به عنوان لایه بندی فیوژن نیز شناخته می شود، به دلیل سهولت استفاده و ماهیت کاربر پسند، محبوب ترین تکنولوژی چاپ سه بعدی است. با این حال، مانند هر روش چاپ، ممکن است در طول فرآیند لایهبندی فیوژن خطاهایی رخ دهد که منجر به چاپهای غیر استاندارد یا غیرقابل استفاده شود. ما قبلاً در مورد موضوعاتی مانند در این مطلب میخواهیم به مشکل رایجی که در حین چاپ FDM ایجاد میشود، بپردازیم: اکستروژن بیش از حد.
اکستروژن بیش از حد زمانی اتفاق میافتد که اکسترودر چاپگر سه بعدی مقدار زیادی ماده را رسوب میدهد که اغلب منجر به برآمدگی و تورم در لبههای قطعات چاپ شده میشود. علاوه بر این، لایهها ممکن است ضخامتهای متفاوتی پیدا کنند که منجر به سطوح ناهموار و نامطلوب میشود. با گذشت زمان، این جریان بیش از حد مواد حتی می تواند باعث گرفتگی نازل شود. در ادامه علل اکستروژن بیش از حد را بررسی می کنیم و راه حل هایی برای جلوگیری از این مشکل در چاپ در اختیار شما قرار می دهیم.
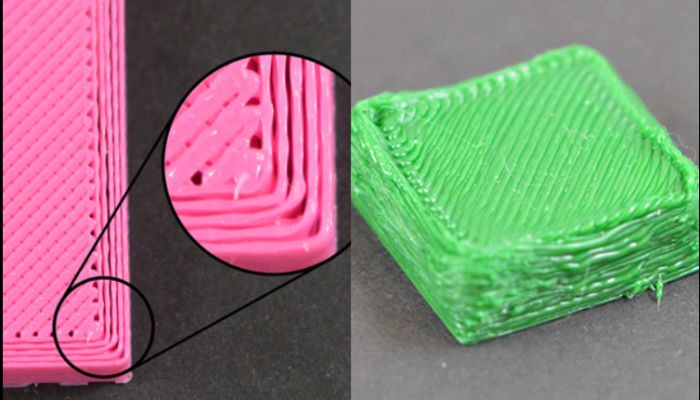
نگاره ۲) اکستروژن بیش از حد به شکل از بین رفتن جزییات و تورم و برآمدگی نمایان میشود
در بیشتر موارد، اکستروژن بیش از حد را می توان به دمای بیش از حد چاپ نسبت داد. هنگامی که دمای چاپگر سه بعدی خیلی زیاد است، فیلامنت به سرعت ذوب می شود و اکسترودر کنترل نرخ جریان را از دست می دهد. در چنین مواردی، فن نمی تواند به سرعت فیلامنت را خنک کند و منجر به جریان کنترل نشده و بیش از حد مواد از طریق نازل می شود. یکی دیگر از عوامل موثر در اکستروژن بیش از حد، قطر فیلامنت مورد استفاده است. اگر قطر فیلامنت کمتر از نازل باشد، می تواند خیلی سریع از آن عبور کند و باعث اکستروژن بیش از حد شود. به طور مشابه، تنظیمات نادرست قطر فیلامنت در نرم افزار اسلایسر نیز می تواند منجر به نرخ جریان نادرست و اکستروژن بیش از حد شود. علاوه بر این، کالیبراسیون نامناسب نرخ جریان (که در نرم افزار اسلایسر به عنوان ضریب اکستروژن شناخته می شود) می تواند اکستروژن بیش از حد را تشدید کند. نرخ جریان نشان دهنده مقدار فیلامنت اکسترود شده در ثانیه است و بر اساس عواملی مانند سرعت چاپ، اندازه نازل و ارتفاع لایه تعیین می شود. هنگامی که نرخ جریان خیلی بالا تنظیم می شود، فیلامنت بیش از حد از طریق نازل رانده می شود که منجر به اکستروژن بیش از حد می شود.
نرم افزار
کاهش دمای چاپ برای جلوگیری از اکستروژن بیش از حد
برای رفع اکستروژن بیش از حد، توصیه می شود با بررسی دمای چاپ و کاهش احتمالی آن در صورت لزوم شروع کنید. توجه به این نکته ضروری است که دمای بهینه چاپ بسته به نوع فیلامنت مورد استفاده متفاوت است. به عنوان مثال، هنگام چاپ با PLA، محدوده دما معمولاً باید بین 190 تا 220 درجه سانتیگراد باشد، در حالی که ABS را می توان در محدوده 230 تا 260 درجه سانتیگراد چاپ کرد، و PETG معمولاً به دمای بین 210 و 250 درجه سانتی گراد نیاز دارد. دمای چاپ را به تدریج به میزانهای 5 درجهای کاهش دهید، و در نظر داشته باشید که آن را بیش از حد کاهش ندهید، زیرا ممکن است منجر به اکستروژن کم و در نتیجه جریان ناکافی مواد شود.
اکستروژن بیش از حد و کالیبره کردن قطر فیلامنت
روش دیگر کالیبره کردن نرخ جریان بر اساس قطر دقیق فیلامنت است. اکثر فیلامنتهای موجود در بازار در اندازه های استاندارد 1.75 میلی متر، 2.85 میلی متر یا 3 میلی متر هستند. تطبیق اندازه فیلامنت با تنظیمات چاپ از موارد حائز اهمیت است. در حالی که مشخص کردن مشخصات تولیدکنندهی فیلامنت معمولاً کافی است، در صورت وجود مشکل، بررسی دستی قطر فیلامنت می تواند به دلیل حداقل انحرافات احتمالی در مشخصات مفید باشد. با استفاده از کولیس دیجیتال می توانید قطر را در پنج نقطه مختلف اندازه گیری کنید و مقدار متوسط را محاسبه کنید. سپس این مقدار اندازه گیری شده باید در تنظیمات فیلامنت (یا پارامترهای ماشین) در نرم افزار اسلایسر شما وارد شود. ممکن است قطر اندازه گیری شده شما کمی با مشخصات درج شده توسط سازنده متفاوت باشد. به عنوان مثال، یک فیلامنت با برچسب 2.85 میلی متر ممکن است قطر 2.84 میلی متر داشته باشد که می تواند بر سرعت جریان تأثیر بگذارد.

تنظیم ضریب اکستروژن (نرخ جریان)
تنظیمات ضریب اکستروژن سرعت جریان فیلامنت را در حین چاپ کنترل می کند. به طور معمول، مقدار پیش فرض برای ضریب اکستروژن 100٪ تنظیم می شود. با این حال، برای رفع اکستروژن بیش از حد، می توانید به تدریج این مقدار را به میزانهای 2.5٪ تا 5٪ کاهش دهید. مهم است که تأثیر هر تنظیم را از طریق چاپ های آزمایشی تست و ارزیابی کنید. روش دیگری و دقیق تری نیز برای تعیین تنظیمات مناسب برای ضریب اکستروژن وجود دارد. با اندازه گیری و علامت گذاری 120 میلی متر از بالای اکسترودر در امتداد فیلامنت شروع کنید. سپس به چاپگر خود دستور دهید تا 100 میلی متر رشته را اکسترود کند. پس از اکستروژن، رشته باقیمانده را از بالای اکسترودر تا خط مشخص شده اندازه گیری کنید. به عنوان مثال، اگر متوجه شدید که 104 میلیمتر فیلامنت اکسترود شده است، میتوانید سرعت جریان را تا 4 درصد کاهش دهید. قابل ذکر است که ضریب اکستروژن توصیه شده ممکن است برای مواد مختلف متفاوت باشد. به عنوان مثال، Simplify3D، یک نرم افزار اسلایسر محبوب، ضریب اکستروژن 0.9 (90٪) را برای PLA پیشنهاد می کند، در حالی که برای ABS، توصیه می شود نزدیک به مقدار 1.0 (100٪) باشد.
سخت افزار
مراقبت از نازل
حفظ یک نازل تمیز و سالم همیشه ضروری است. به طور منظم نازل را از نظر علائم سایش بررسی کنید، به ویژه هنگام کار با مواد ساینده مانند رشته های حاوی چوب، فلز یا ذرات فیبر کربن. با گذشت زمان، نازل ممکن است دچار سایش شود که منجر به افزایش قطر آن می شود. اگر متوجه چنین سایشی شدید، تعویض نازل برای اطمینان از نتایج بهینه چاپ مهم است.

نگاره ۴) تفاوت قطر نازل تازه و ساییده شده
اکنون که از دلایل اکستروژن بیش از حد آگاه شدید، اطلاعات ارزشمندی در مورد نحوه رسیدگی به این مشکل در قطعات پرینت سه بعدی خود به دست آورده اید. با اجرای چند استراتژی کلیدی، می توانید به طور موثر با اکستروژن بیش از حد در چاپ های بعدی مقابله کنید. این استراتژی ها شامل کاهش دمای چاپ، کالیبره کردن قطر فیلامنت، تنظیم ضریب اکستروژن و نگهداری مناسب قالب می باشد. با به کارگیری دقیق این اقدامات، می توانید از نتایج بهتر چاپ اطمینان حاصل کنید و وقوع اکستروژن بیش از حد را به حداقل برسانید.
