

دقت ابعاد در پرینت سه بعدی قطعات بزرگ مدولار یا قطعاتی که نیاز به هماهنگی ابعادی با قطعات دیگری دارند؛ از اهمیت بالایی برخوردار است. عوامل متعددی بر این مسئله اثر گذارند همچون اکستروژن ناکافی یا اکستروژن بیش از حد، انقباض حرارتی، کیفیت فیلامنت و یا حتی تراز نازل در لایه ی اول. Simplify3D شامل ابزار متعددی است که می توان با استفاده از آن ها از وقوع چنین مشکلاتی جلوگیری کرد. در ادامه در رابطه با هر کدام به صورت جداگانه توضیحاتی داده ایم.
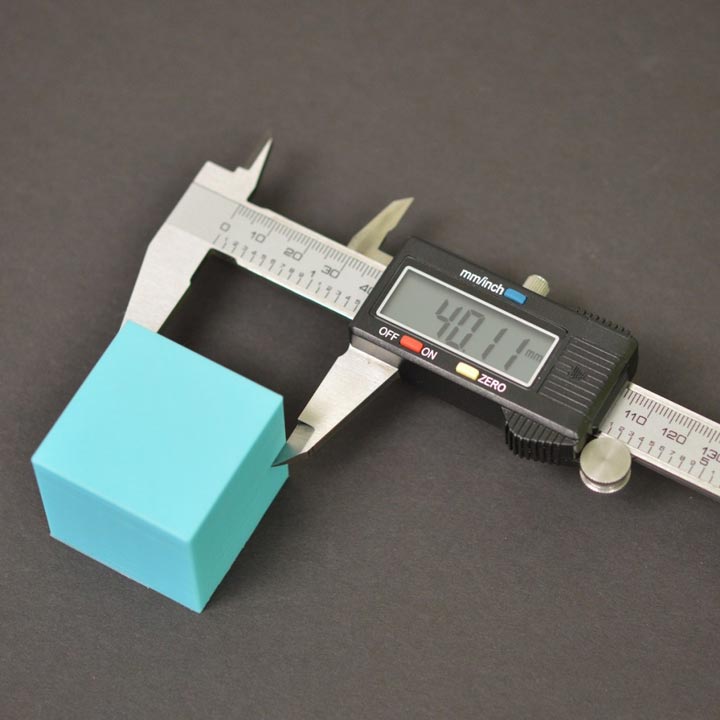
نگاره 1) دقت ابعاد در پرینت سه بعدی
راه حل های رایج
تأثیر لایه ی اول
تنظیمات لایه ی اول می تواند بر دقت ابعاد در پرینت سه بعدی تأثیر گذار باشد. چنان که در لایه ی اول نازل بیش از حد بالا یا بیش از اندازه پایین باشد؛ می تواند به طرز قابل توجهی بر 10-20 لایه ی بعدی تأثیر بگذارد. برای مثال اگر لایه ای به ضخامت 0.2 میلی متر پرینت می کنید؛ اما نازلتان تنها 0.1 میلی متر با بستر فاصله دارد؛ پلاستیک اضافی سبب شکل گیری لایه ای بزرگتر می شود و لایه های بعدی را هم تغییر خواهد داد. از این رو برای مثال جهت اطمینان حاصل کردن از صحت ابعاد پرینت قطعه ای 50-100 لایه ای، می توانید 10-20 لایه ی ابتدایی را اندازه گیری کنید.
Under-extrusion یا over-extrusion
حالا که از صحت اندازه ها مطمئن شده اید؛ تنظیمات بعدی که باید کنترل کنید؛ extrusion multiplier است. این تنظیمات جریان کلی پرینت را تعیین می کند. چنان که میزان آن کم باشد؛ ممکن است فواصلی بین قسمت های پرینت پدیدار شود و یا قطعه کوچکتر از حد شود؛ اگر میزان آن زیاد باشد ممکن است متوجه انباشتگی و بزرگتر شدن قطعه شوید. جزئیات بیشتر را در Under-extrusion بخوانید.
خطای ابعادی مداوم
در صورتی که تمامی عوامل بالا را کنترل کردید؛ اما همچنان با مشکل تغییر ابعاد روبه رو هستید؛ Simplify3D امکان متعادل سازی لبه های قطعه ی پرینت سه بعدی را فراهم کرده است. این گزینه تحت “Horizontal size compensation” در قسمت other tab قرار گرفته است. برای مثال تنظیم میزان آن بر روی 0.1- میلی متر، قطعه را به همین میزان در محور X و Y جمع می کند. این تنظیمات برای مواقعی که خطای ابعاد در تمامی قطعات رخ می دهد مناسب است.
خطای ابعادی افزایشی
چنان که متوجه افزایش خطا در ابعاد قطعه های بزرگ تر شدید؛ تنظیمات متفاوتی برای آن نیز وجود دارد. به عنوان مثال اگر قطعه ی پرینت سه بعدی 20 لایه ای شما به میزان 0.1 میلی متر کوچکتر بود؛ اما در قطعه ای 100 لایه ای این میزان به 0.5 میلی متر افزایش یافت؛ احتمالا مشکل از انقباض حرارتی است. این مشکل در متریال های ABS متداول تر است. برای اصلاح این مشکل ابتدا درصد جمع شدگی قطعه را پیدا کنید( در مثال بالا درصد جمع شدگی 0.5% است) سپس بر روی مدلتان در Simplify3D دابل کلیک کنید و میزان 100.5% را وارد کنید.
سلام. کلا تلورانس پرینت و کاریش نمیهش کرد بعضی قطعات که با abs پرینت می کنیم خطاشون واقعا زیاده برای کارهای دقیق باید از تلکنولوژی های دیگه پرینت سه بعدی استفاده کنیم.
سلام…بله خوب پرینت سه بعدی fdm محدودیت های خودش و داره…اما خوب باید در کنار این محدودیت ها به ارزون و سریع بودنش نسبت به روش های دیگه پرینت سه بعدی هم اشاره کرد…