


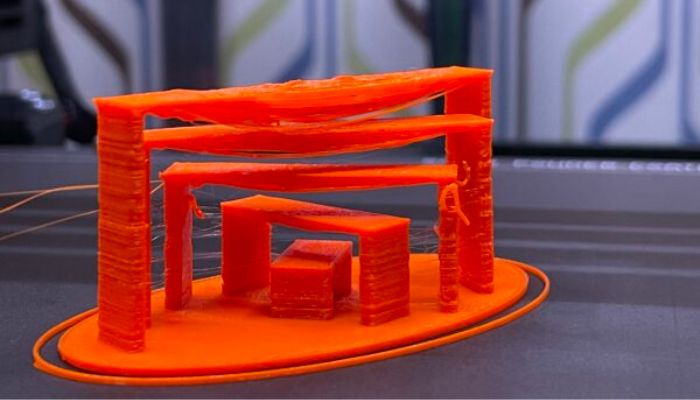
استفاده از پرینتر سه بعدی، چه برای اهداف حرفه ای و چه برای اهداف سرگرمی، می تواند یک سفر هیجان انگیز و پر از شگفتی باشد. با این حال، همهی این شگفتی ها مثبت نیستند و برخی از آنها ممکن است منجر به چالشهایی شوند. ما قبلاً در مورد مشکلات رایج چاپ مانند رشته رشته شدن، و تاب برداشتن و … صحبت کرده ایم و امروز، میخواهیم به چالش دیگری در پرینت سه بعدی FDM/FFF صحبت کنیم: پل زدن. وقتی اصطلاح “پل زدن” را می شنوید، ممکن است به یک پل فکر کنید که کاملاً هم درست است. به زبان ساده، پل زدن به اکسترود کردن پلاستیک بین دو نقطه در یک فضای خالی یا شکاف اشاره دارد. با این حال، اغلب منجر به اکستروژنهای نامطلوب میشود که فرورفته و از خط مستقیم مورد نظر منحرف میشوند و منجر به پلهای ضعیف میشوند. بیایید بررسی کنیم که چگونه می توان از این مشکل جلوگیری کرد.
دما، مواد و سرعت چاپ عوامل تعیین کننده هستند
مطمئناً، مانند هر چالشی در پرینت سه بعدی، دلایل خاصی وجود دارد که باعث می شود پل ها به کیفیت مطلوب نرسند. یکی از ویژگی های کلیدی، دمای مواد است. مانند چسب حرارتی، اگر بخواهیم از چسب مایع به عنوان پل بین دو نقطه (A و B) استفاده کنیم، دمای بسیار زیاد دستیابی به نتیجه مطلوب را دشوار می کند. به طور مشابه، در چاپ سه بعدی، گرمایش نامناسب فیلامنت می تواند منجر به مشکلاتی شود. اگر فیلامنت بیش از حد گرم شود، به شدت چسبناک می شود و باعث می شود که بیش از حد چکه کند و منجر به مشکلات قابل توجهی در پل زدن شود. برعکس، گرمای ناکافی منجر به ویسکوزیته کم فیلامنت میشود و باعث افتادگی آن در اثر جاذبه میشود. در پرینت سه بعدی، فیلامنت و دمای مناسب نقش مهمی در پل زدن موفق دارند. فیلامنت های مختلف رفتارهای متفاوتی از خود نشان می دهند، بنابراین انتخاب مواد مناسب برای پل زدن ضروری است. به عنوان مثال، PLA می تواند انتخاب مناسبی باشد زیرا می تواند در دمای پایین تر چاپ شود و به سرعت سخت و جامد شود. با این حال، استفاده از PLA به چاپ با یک محفظه فشار باز نیاز دارد تا ویسکوزیته آن به طور موثر مدیریت شود. توجه به ویژگی های فیلامنت و بهینه سازی شرایط چاپ، نتایج پل زدن در پرینت های سه بعدی شما را تا حد زیادی بهبود می بخشد. علاوه بر این، مانند سایر خطاهای چاپ سه بعدی، پل زدن نیز می تواند تحت تأثیر سرعت چاپ قرار گیرد که به طور بالقوه منجر به چاپ اشتباه می شود. اگر سرعت چاپ خیلی زیاد باشد، ممکن است ماده زمان کافی برای اکسترود شدن مناسب نداشته باشد، بنابراین توصیه می شود با احتیاط سرعت چاپ را افزایش دهید. با توجه به ویژگی های متمایز فیلامنتهای مختلف، آزمایش سرعت چاپ برای پل زدن به شدت توصیه می شود که شامل کاهش تدریجی سرعت چاپ به میزان های کم تا رسیدن به سرعت مطلوب است. با این حال، ایجاد تعادل مناسب ضروری است، زیرا چاپ خیلی آهسته ممکن است منجر به چسبندگی ناکافی لایه و یک قطعهی شل شود. برای تنظیم دقیق فرآیند چاپ برای پل ها، تنظیم سرعت فن Slicer’s Bridge بسیار مهم است. این به شما امکان می دهد سرعت را به طور خاص برای بخش های پل مانند مدل خود کنترل کنید. بسته به نرمافزار برشدهندهای که استفاده میکنید، میتوانید این تنظیم را در مکانهای مختلف پیدا کنید: در PrusaSlicer در قسمت تنظیمات فیلامنت > خنککننده > سرعت فن بریج، در Cura در قسمت تنظیمات چاپ > آزمایشی > سرعت فن بریج و در Simplify 3D در تنظیمات FFF > Cooling > Fan Overrides > Bridgeing Fan Speed Override. علاوه بر این، جهت گیری مدل شما نیز نقش مهمی در پل زدن موفق دارد. با انجام چند تنظیم، می توانید مدل را بچرخانید تا تعداد پل ها را به حداقل برسانید و فرآیند چاپ را برای نتایج بهتر بهینه کنید.

چرا تهویه پرینتر سه بعدی هنگام پل زدن توصیه می شود؟
همانطور که قبلاً بحث شد، کنترل دمای مواد برای پرینت سه بعدی موفقیت آمیز بسیار مهم است، اما تهویه چاپگر سه بعدی شما نیز عامل مهمی است، به خصوص در مورد پل زدن. تهویه نقش کلیدی در خنک کردن مواد چاپ شده دارد. استفاده از فن در محفظهی ساخت به کاهش دما پس از گرم شدن و اکسترود فیلامنت کمک می کند. با فعال کردن فن، فیلامنت سریعتر سرد میشود که منجر به سخت شدن سریعتر و کاهش احتمال تغییر شکل و چکیدن آن میشود. اگر تنظیمات قبلی نتواند نتایج مطلوب را به همراه داشته باشد، رویکردهای جایگزینی وجود دارد که باید در نظر گرفته شود. در زمینه پرینت سه بعدی FDM، هندسه های خاصی ممکن است به ساختارهای پشتیبان برای تثبیت اجزای معلق خود نیاز داشته باشند. پیادهسازی چنین تکیهگاههایی میتواند به حفظ یکپارچگی پل کمک کند. بسته به چاپگر سه بعدی خود، می توانید از مواد پشتیبانی از جنس مادهی اصلی چاپ استفاده کنید یا موادی را انتخاب کنید که به طور خاص برای پشتیبانی طراحی شده است که در آب حل می شوند. یکی دیگر از عواملی که باید آزمایش کنید، تنظیمات infill است. به عنوان مثال، استفاده از درصد بالاتر، مانند 80٪، منجر به فضاهای خالی کوچکتر و در نتیجه پل های داخلی قوی تر می شود. برعکس، درصد infill کمتر، مانند 5 درصد، فضاهای خالی بزرگتری ایجاد می کند و امکان ناپلیداری پل را افزایش می دهد. بنابراین، تنظیم درصد infill می تواند به طور قابل توجهی بر کیفیت و پایداری پل های چاپ سه بعدی شما تأثیر بگذارد.
پس از بررسی نکات و توصیههای مختلف برای دستیابی به پرینت سه بعدی موفق با اورهانگ، ذکر این نکته لازم است که مناسبترین راهحل، همیشه تحت تأثیر طراحی خاص مدل، ماده انتخابی و چاپگر سه بعدی مورد استفاده قرار میگیرد.
منبع: 3dnatives