

همه می دانیم AM بسیار پیچیده تر از تنها روشن کردن دستگاه و فشار دادن یک دکمه است. مراحل زیادی در طول این پروسه طی می شود، از طراحی یک قطعه تا مراحل پس از تولید و پردازش قطعه ی نهایی. یکی از مراحل مهم پیش از شروع پرینت سه بعدی، وارد کردن مدل در یک نرم افزار برش، که اسلایسر نیز نامیده می شود، است. در این برنامه ها، یک فایل طراحی STL به یک فایل قابل خوانش برای پرینتر سه بعدی تبدیل می شود. این فایل از به اصطلاح G-Code تشکیل شده است، یک زبان برنامه نویسی که امکان خوانش دستورات را برای دستگاه فراهم می کند. اما این زبان دیجیتالی چیست و چقدر در پروسه ی تولید اهمیت دارد؟

G-Code شامل دستورات G و M است که هر کدام دارای حرکت یا حرکتی هستند. ترکیب این دستورات به پرینتر سه بعدی الگوی ساخت قطعه را می دهد. در این مورد موضوع صحبت ما صرفا پرینترهای سه بعدی FDM و اصطلاحات مربوط به این نوع می باشد.
نگاره 2) G-Code به طور خودکار توسط اسلایسر ها تولید می شود
G-Code از چه تشکیل شده است؟
ابتدا باید تفاوت G-Code و M-Code را درک کنیم. هر دو دستوراتی هستند که در این فایل وجود دارند و به پرینتر می گویند که چگونه و کجا متریال را اکسترود کند. تنها تفاوت این دو این است که هرکدام پرینتر مربوط به خود را دارند که قادر به خوانش آن نوع کد است. همانطور که در تصویر زیر می بینیم، این زبان از پارامترهای مختلفی تشکیل شده است.
حروف X / Y / Z به سه محور پرینتر سه بعدی اشاره می کنند که تعیین کننده ی مختصات است. هر میزان X ، هد پرینتر را به راست، هر میزان Y، هد پرینتر را به عقب و هر میزان Z، هد پرینتر را به سمت بالا حرکت می دهد. از سوی دیگر، حرف F نشان دهنده ی سرعت حرکت نازل (میلی متر بر دقیقه) است، در حالی که حرف E به طول حرکت (میلی متر) اشاره دارد.
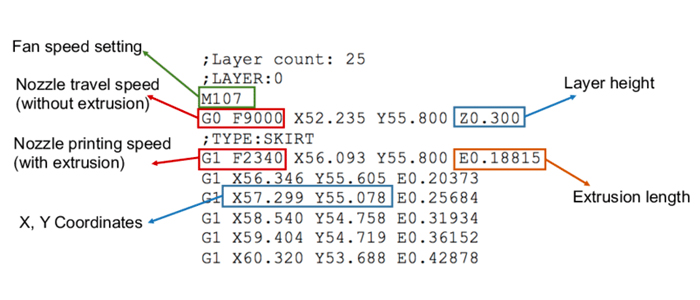
نگاره 3) نمونه ای از دستورات نوشته شده برای پرینت
G1 پایه ای ترین دستور است، در واقع 95٪ از کل فایل را تشکیل می دهد. این کد به پرینتر سه بعدی دستور می دهد حرکتی خطی انجام دهد در حالی که متریال را در مختصات که به آن داده شده است، دیپوز می کند. بنابراین، وقتی کد “G1 X10 Y20 F1200” را می خوانیم، به پرینتر دستور می دهیم تا با سرعت کم تر 1200 میلی متر در دقیقه در مختصات X = 10mm Y = 20mm بر روی بستر پرینت حرکت کند. بر خلاف این دستور، G0 از الگوی حرکت یکسانی برخوردار است، اما هیچگونه متریالی از نازل خارج نمی کند.
G28 این فرمان برای اجرای حرکت شروع برای دستگاه است، که هد پرینت را به سمت لبه های دستگاه حرکت می دهد تا زمانی که به نقطه ی توقف برسد. چنانچه محور به خصوصی مشخص نشده باشد، دستگاه به طور خودکار هر سه را حرکت می دهد، اما همیشه می توانید X ، Y ، Z را به فرمان اضافه کنید. این راه مناسی برای به سرعت خارج کردن یک محور از دسترس است، به خصوص پس از اتمام پرینت.
G92. به پرینتر دستور می دهد موقعیت فعلی محورها را تنظیم کند. برای جابه جایی یا آفست کردن یک محور می توان از این دستور استفاده کرد. این کار معمولاً در ابتدای پرینت هر لایه یا درست پیش از دستور اصلی یا retract انجام می شود.
M104. این کد برای گرم کردن اکسترودر استفاده می شود و باید مشخص شود کدام اکسترودر و با چه دمایی. بنابراین، فرمان “M104 S200 T0” به دستگاه دستور می دهد تا اکسترودر T0 (در صورت وجود بیش از یک اکسترودر، T0 و T1 نوشته می شود) تا دمای 200 درجه سانتیگراد که با حرف “S” نشان داده شده است گرم شود. نمونه ی دیگر این G-Code، یعنی M109، به پرینتر دستور می دهد تا پیش از ادامه دادن با هر دستور دیگری، منتظر بماند اکسترودر به درجه حرارت مورد نظر برسد.
M140 و M190. این دستورها بسیار شبیه موارد پیشین هستند، با این تفاوت که در این مورد به اکسترودر اشاره نمی کنند، بلکه به بستر پرینت اشاره دارد. در این دستور، حرف “T” که نشان می دهد اکسترودر باید گرم شود حذف می شود.
نگاره 4) پرینترهای سه بعدی FDM از سه محور برای تعیین مختصات تشکیل شده اند
لیست G-Codes و M-Codes های موجود بسیار زیاد بلند و بالا است. در واقع، بیش از 1000 دستور مختلف وجود دارد؛ به همین دلیل است که این زبان به طور خودکار توسط نرم افزار اسلایسر ساخته می شود. دانستن اصول اولیه ی این کدها می تواند برای برخی افراد مفید باشد. با این حال، نباید فراموش کرد که نوشتن G-Code امری پیچیده است و حتی می تواند به پرینتر آسیب برساند. مگر اینکه دانش و کامل و تصور واضحی از نتیجه ی کار داشته باشید؛ به کاربران توصیه نمی کنیم که کدگذاری را خودشان انجام دهند.